1893
1893 2024-10-31
2024-10-31


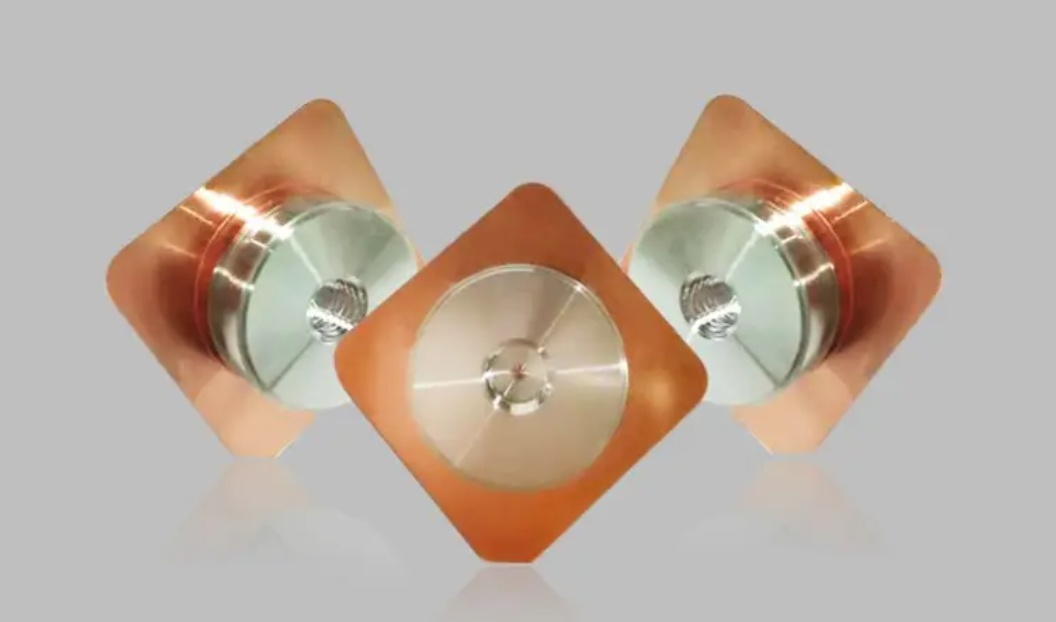
在现代工业生产领域,电池极柱作为微型电子产品的关键能源,其品质与稳定性显得尤为关键。然而,传统的人工视觉检测手段不仅效率低下,而且存在视觉疲劳和检测精度不稳定等问题,对产品质量构成潜在威胁。得益于机器视觉技术的迅猛进步,电池极柱的视觉检测设备应运而生,为这一挑战带来了革命性的解决方案。
一、人工视觉检测的局限
过去,电池极柱的质检主要依赖人工操作。由于电池极柱池体积微小,外观缺陷难以察觉,人工检测要求质检员长时间集中注意力,极易产生视觉疲劳,从而降低检测的效率和准确性。此外,不同质检员对标准的理解可能存在差异,导致检测结果的分歧。因此,人工检测不仅成本高昂,效率低下,而且难以满足现代工业对高品质和高效率的迫切需求。
二、电池极柱视觉检测设备的优势
电池极柱视觉检测设备借助先进的图像处理技术和人工智能算法,实现了对电池极柱外观缺陷的自动化检测,彻底克服了传统人工检测的局限,为产品质量提供了坚实的保障。
高效性:视觉检测设备能在短时间内对大量电池极柱进行检测,显著提升检测效率。设备不受人为因素干扰,可保持检测速度和准确性的稳定性。
高精度:视觉检测设备通过高精度的图像处理算法,能精确识别电池极柱表面的细微缺陷,如划痕、裂纹、异色等,有效避免人工检测的漏检和误检。
智能化:视觉检测设备具备自我学习和优化功能,可根据生产线实际情况进行动态调整和优化,并与自动化生产线无缝对接,形成完整的自动化生产流程。
降低人力成本:视觉检测设备的运用大幅减少了人工检测的工作量,降低了企业的人力成本。同时,设备能避免因人工视觉疲劳造成的检测失误,提升生产效率和产品质量。
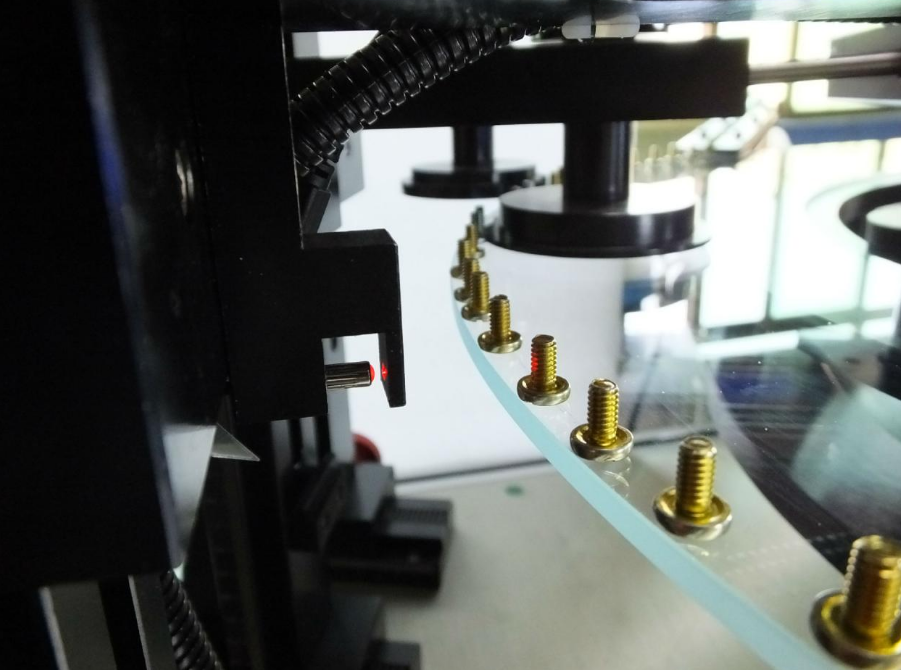
三、视觉检测设备的工作原理 视觉检测设备主要由图像采集系统、图像处理系统和控制系统三部分构成。
1. 图像采集系统:一般采用高清摄像头或工业相机对产品进行拍摄或录像,以获取图像信息。为保障图像质量,系统配备照明设备以提供均匀、稳定的光照。
2. 图像处理系统:对采集到的图像进行加工和分析,包括图像增强、边缘检测、特征提取等步骤,以识别产品中的外观缺陷。系统采用先进的算法和软件,如深度学习算法和机器视觉软件,以提高检测的准确性和效率。
视觉检测控制系统此系统承担着调控整个视觉检测设备运作的重任,涵盖了图像捕捉、图像分析以及结果输出的全过程。该系统具备与生产线控制系统融合的能力,以实现检测与生产流程的自动化。

电池极柱视觉检测技术的引入,显著提升了检测的速度和精确度,尤其重要的是,它解决了人工视觉疲劳的问题。视觉检测技术让生产线质检人员免于长时间的视觉监控和高强度劳动,有效降低了因视觉疲劳引起的检测错误。此外,视觉检测设备将具备更高级的自学习与适应性,能够依据生产线的具体情况执行更为精确的检测和优化工作。